歡迎訪問

您當前的位置: 可撕裂熱縮管首頁 > 新聞資訊 > 江蘇PTFE套管哪家好_可撕裂熱縮管服務商__PTFE套管現貨
2022-12-20 09:12:36
通過對PFA管和F46管配方成份的分析鑒定,不僅確定了其中成分含量,同時也更深入的了解到了PFA管和F46管各自的特性以及兩者的差異性。
由于所采用原料的關于,PFA管保持了F46管優異的化學穩定性、機械性能、電絕緣性、自潤滑性、不粘性、不燃性和耐老化性等特定PTFE套管。但它的熔體粘度比F46管低的多可撕裂熱縮管,所以可用普通熱塑性塑料成型方法加工。
測試證明,PFA管的高溫穩定性能好,高溫機械強度也比F46管強,而且因為比較柔軟的緣故,它的耐折性和耐開裂性方面也表現良好。有如此多優異的性能,PFA管才會吸引如此多的消費者關注。

熱縮套管聚烯烴行業應設立和增加風險,以加速成果轉化和工業推廣應用的進程。
逐步改變以單純追求數量、增長速度、產值的外延式擴大再生產為主的思想醫療熱縮套管,轉向追求以質量、效益、提高技術和管理水平為主的內涵式的經濟增長方式的思想觀念。
由于多年來對科技投入欠債太多,應該有選擇地加大對引進技術消化、吸收、開發和的投入,保證在設備、條件、人員培養方面有足夠的經費,同時又要強調有所為有所不為,避免力量分散。
高溫熱縮管收縮不均的現象,通過我們的分析,這與模具有直接的關系PTFE套管,需要把握好產品模具的特點,高溫熱縮管模具的質量決定了成形后的產品美觀度和柔軟度,因此在生產時,對工藝進行合理的優化和把控,就可以有效的減少高溫熱縮管在加熱使用中,收縮不均勻現象的發生。此外,在加工使用時,我們要注意的就是根據額定溫度,合理的調節加熱溫度,使之均勻受熱,以達到均勻收縮的目的。
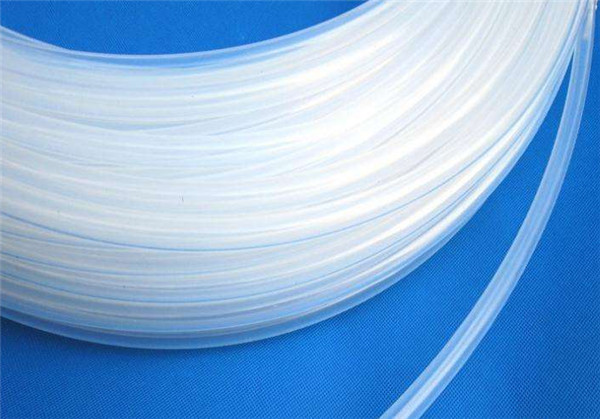
用于FEP熱縮管的胚管的成型工藝,其工藝的步驟與PTFE熱縮管基本一致,但是條件完全不同。FEP熱縮管成型工藝中,選擇的樹脂的熔融指數為0.5~2;擠出成型時機頭前部溫295~310℃,后部溫度為275~285℃;擠出速度為0.3~0.7kg/h,管材吹脹率可達40%~;例如選用Teflon FEP100擠出管時,擠出機料筒的進料斷溫度約為300℃,出料斷溫度約為295℃;用TeflonFEP160 樹脂時,擠出機料筒進料段溫度約為305~310℃,出料段溫度約為290~305℃。

FEP可應用到軟性塑料,其拉伸強度、耐磨性、抗蠕變性低于許多工程塑料。它是化學惰性的,在很寬的溫度和頻率范圍內具有較低的介電常數。
Fep熱縮管體積電阻>1018ΩM,表面電阻>1013Ω,耐電弧>165秒,不漏電,低摩擦動摩擦系數0.2-0.3不粘性,拼水,拼油水接觸角θ=114о,不燃性空氣中不會燃燒(氧氣指數>95VOL%),收縮比為1.7:1、4:1。


掃描手機網站
掃一掃手機名片
本公司從事可撕裂熱縮管、醫療熱縮套管、PTFE套管的加工和服務,歡迎聯系我們獲取可撕裂熱縮管的產品資料。
版權所有?蘇州華鵬熱縮材料有限公司
聯系人:王小姐 手機:15190573616 電話:0512-66032057
郵箱:[email protected] 地址:吳江區同安東路6號